

Экструзійныя цеплаадводныя дэталі Kingka вырабляюцца з цеплаправодных матэрыялаў, такіх як алюмініевыя сплаўкі (напрыклад, 6063, 6061) або медзь, і вырабляюцца метадам экструзіі. Яны маюць выдатныя характарыстыкі цеплааддачы, лёгкія і трывалыя, і іх можна вырабляць на заказ. Экструзійныя цеплаадводныя дэталі Kingka шырока выкарыстоўваюцца ў святлодыёдным асвятленні, камп'ютэрным абсталяванні, электраінструментах, электрамабілях, абсталяванні сувязі і прамысловым абсталяванні, эфектыўна паляпшаючы стабільнасць і тэрмін службы абсталявання.
працэс вытворчасці дэталяў экструзійнага радыятара kingka

сыравіна:
Экструдаваныя дэталі радыятара ў асноўным вырабляюцца з алюмініевага сплаву (напрыклад, 6063, 6061) або медзі. Алюмініевы сплаў мае перавагі лёгкай вагі і выдатнай цеплаправоднасці.
перад ужываннем матэрыял неабходна праверыць і апрацаваць, каб пераканацца ў адсутнасці прымешак, расколін або іншых дэфектаў.
ацяпленне:
Металічныя матэрыялы, такія як алюміній або медзь, неабходна нагрэць да пэўнай тэмпературы (звычайна ад 400 ℃ да 500 ℃) перад экструзіяй. Награванне дапамагае павялічыць пластычнасць металу і палегчыць наступны працэс экструзіі.
экструзійнае ліццё:
Нагрэты металічны матэрыял змяшчаецца ў экструдар і пад высокім ціскам уціскаецца ў форму. Канструкцыя формы вызначае форму і структуру канчатковага радыятара, напрыклад, размяшчэнне і адлегласць паміж рэбрамі.
Працэс экструзіі звычайна праводзіцца пад высокім ціскам і можа вырабляць доўгія паласападобныя цеплаадводы. У адпаведнасці з патрабаваннямі канструкцыі, форму можна наладзіць для розных памераў, формаў і таўшчынь.
астуджэнне і зацвярдзенне:
Пасля экструзіі дэталі радыятара астываюць натуральным чынам або хутка зацвярдзеюць шляхам вадзянога астуджэння, каб забяспечыць стабільнасць і цвёрдасць матэрыялу.
рэзка і абрэзка:
Экструдаваныя радыятары звычайна даўжэйшыя і павінны быць рэзаны ў адпаведнасці з патрэбамі кліента. Рэзка можа быць дакладна апрацавана ў адпаведнасці з рознымі патрабаваннямі да даўжыні.
Падчас працэсу абрэзкі паверхня кампанентаў радыятара будзе адпаліравана і зачышчана, каб гарантаваць адсутнасць вострых краёў і дэфектаў паверхні.
апрацоўка паверхні:
Паверхню экструдаванага радыятара можна анадаваць для павышэння каразійнай устойлівасці і эстэтыкі. Яго таксама можна наносіць распыленнем, пакрыццём і г.д. для павышэння даўгавечнасці і антыакісляльных уласцівасцей радыятара.
праверка:
Падчас вытворчага працэсу неабходна праводзіць строгі кантроль якасці, каб пераканацца, што памер, якасць паверхні, трываласць канструкцыі і г.д. кампанентаў радыятара адпавядаюць патрабаванням.

таўшчыня экструзійных дэталяў радыятара
таўшчыня рэбраў:
звычайна ад 0,3 мм да 2 мм. Больш тонкія рэбры павялічваюць плошчу паверхні, што дапамагае палепшыць эфектыўнасць цеплааддачы, але можа знізіць трываласць канструкцыі. Таўшчыня рэбраў павінна збалансаваць характарыстыкі цеплааддачы і патрабаванні да трываласці ў адпаведнасці з канструкцыяй.
таўшчыня асновы:
Таўшчыня асновы звычайна складае ад 2 мм да 5 мм, каб забяспечыць стабільную апорную канструкцыю і палепшыць цеплаправоднасць. Чым большая таўшчыня, тым вышэйшая цеплаёмістасць і трываласць канструкцыі радыятара, але гэта таксама павялічвае вагу і выдаткі на матэрыялы.
агульная таўшчыня:
У залежнасці ад прымянення радыятара, звычайна яна складае ад 10 мм да 50 мм. Канкрэтная таўшчыня павінна быць распрацавана ў адпаведнасці з прасторай для ўстаноўкі і патрабаваннямі да цеплааддачы абсталявання.
апрацоўка паверхні экструзійных дэталяў радыятара
анадаванне:
Анадаванне — найбольш распаўсюджаны метад апрацоўкі паверхні, які можа палепшыць каразійную ўстойлівасць і зносаўстойлівасць радыятара, а таксама палепшыць знешні выгляд. Колер анадавання можна наладзіць (напрыклад, чорны, серабрысты і г.д.), а таксама яно мае пэўныя электраізаляцыйныя ўласцівасці.
пяскоструйная апрацоўка:
Пяскоструйная апрацоўка можа выдаліць няроўнасці паверхні, палепшыць аздабленне паверхні радыятара і зрабіць яе больш прыгожай. Апрацоўваную паверхню можна дадаткова анадаваць.
напыленне або парашковае пакрыццё:
Гэтая апрацоўка забяспечвае дадатковую абарону ад карозіі і разнастайныя каляровыя варыянты. Напыленае пакрыццё можа палепшыць знешні выгляд, але занадта тоўстае пакрыццё нязначна паўплывае на эфектыўнасць цеплааддачы, таму таўшчыню трэба старанна кантраляваць.
цеплаправоднае пакрыццё:
Для паляпшэння цеплаправоднасці можна выкарыстоўваць спецыяльнае цеплаправоднае пакрыццё, якое дапамагае палепшыць эфектыўнасць рассейвання цяпла. Гэты тып пакрыцця звычайна тонкі і аднастайны, што забяспечвае рассейванне цяпла і адначасова павышае абарону.
выдатная цеплаправоднасць
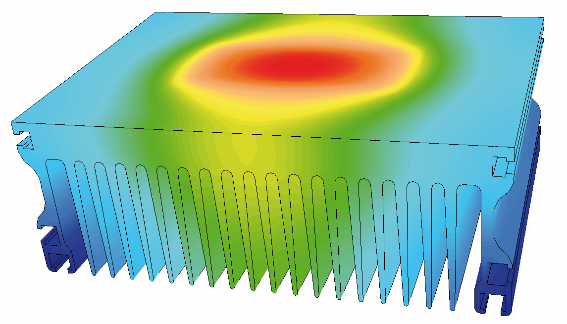
Экструзійныя дэталі радыятара ў асноўным вырабляюцца з алюмініевага сплаву (напрыклад, алюмінія 6063) або медзі. Цеплаправоднасць алюмінія складае каля 200 Вт/м·К, а медзі — вышэй, дасягаючы 390 Вт/м·К, што дазваляе хутка праводзіць цяпло да паверхні радыятара. Складаная канструкцыя рэбраў павялічвае плошчу паверхні рассейвання цяпла, што дазваляе хутка праводзіць цяпло і рассейваць яго па ўсёй паверхні радыятара, прадухіляючы лакальны перагрэў і забяспечваючы стабільную працу абсталявання.
высока наладжвальны
Форма экструзійных цеплаадводных дэталяў вельмі наладжвальная і можа быць распрацавана ў адпаведнасці з патрабаваннямі да цеплааддачы і прасторай для ўстаноўкі розных прылад. Працэс экструзіі дазваляе фармаваць розныя складаныя структуры, такія як плоскія, зубчастыя, круглыя, пільчастыя і шматпласціністыя канструкцыі, каб максымізаваць плошчу паверхні цеплааддачы. Дзякуючы наладжванню формы і памеру, цеплаадводныя дэталі могуць быць адаптаваны да розных прылад і аптымізаваны эфект цеплааддачы, шырока задавальняючы патрэбы розных галін, такіх як святлодыёднае асвятленне, электронныя прылады і электрамабілі.
лёгкасць і трываласць
Экструзійныя цеплаадводныя дэталі маюць выдатную лёгкасць і трываласць. Алюмініевы сплаў, які выкарыстоўваецца ў якасці асноўнага матэрыялу, не толькі мае нізкую шчыльнасць і лёгкі вагу, але і высокую цеплаправоднасць, што падыходзіць для абсталявання, якое патрабуе эфектыўнага адводу цяпла і строгага кантролю вагі. У той жа час алюмініевы сплаў мае добрую ўстойлівасць да акіслення і карозіі. Пасля апрацоўкі паверхні, напрыклад, анадавання, трываласць яшчэ больш павышаецца, і ён можа стабільна працаваць працяглы час і адаптавацца да розных суровых умоў.
Дэталі экструзійных радыятараў адыгрываюць вырашальную ролю ў камп'ютэрным абсталяванні, у першую чаргу для эфектыўнага кіравання і рассейвання цяпла, якое выпрацоўваецца працэсарамі, відэакартамі і іншымі кампанентамі. На цэнтральных працэсарах (CPU) і графічных працэсарах (GPU) экструзійныя радыятары могуць хутка рассейваць цяпло, якое выпрацоўваецца падчас аперацый з высокай нагрузкай, забяспечваючы іх працу пры аптымальных тэмпературах і прадухіляючы перагрэў, які можа прывесці да падзення прадукцыйнасці або збояў сістэмы. Акрамя таго, гэтыя радыятары выкарыстоўваюцца ў блоках харчавання (PSU) і для астуджэння матчыных поплаткаў, дапамагаючы павысіць энергаэфектыўнасць і стабільнасць. Дзякуючы сваёй лёгкасці, трываласці і наладжвальнай канструкцыі, экструзійныя радыятары шырока ўжываюцца ў розных высокапрадукцыйных перыферыйных прыладах, забяспечваючы выдатную прадукцыйнасць абсталявання падчас працяглай працы. Іх высокая цеплаправоднасць робіць іх незаменным кампанентам у кіраванні тэмпературай камп'ютэрнага абсталявання.
Дэталі экструзійнага радыятара гуляюць ключавую ролю ў рассейванні цяпла ў сонечных інвертарах. Сонечныя інвертары выпрацоўваюць шмат цяпла ў працэсе пераўтварэння пастаяннага току ў пераменны, асабліва пры высокіх магутнасных нагрузках і працяглай эксплуатацыі. Экструзійныя радыятары вырабляюцца з алюмініевых сплаваў з высокай цеплаправоднасцю, якія могуць хутка праводзіць і рассейваць цяпло ад сілавых прылад інвертара (такіх як модулі IGBT і MOSFET) у паветра, забяспечваючы стабільную тэмпературу асноўных кампанентаў інвертара, тым самым павышаючы іх эфектыўнасць і тэрмін службы.
Акрамя таго, канструкцыя экструзійнага радыятара ў выглядзе рэбраў павялічвае плошчу паверхні рассейвання цяпла, што дазваляе цяплу хутчэй аддавацца ў навакольнае асяроддзе і прадухіляе назапашванне тэмпературы. Яго лёгкія і трывалыя характарыстыкі таксама дазваляюць яму стабільна працаваць працяглы час на вуліцы і ў суровых умовах, адпавядаючы патрабаванням надзейнасці сонечных энергетычных сістэм. Такім чынам, экструзійны радыятар у сонечным інвертары не толькі паляпшае эфектыўнасць рассейвання цяпла, але і значна павышае прадукцыйнасць і бяспеку інвертара, і з'яўляецца незаменным кампанентам рассейвання цяпла ў сонечным абсталяванні.
часта задаваныя пытанні
Чаму мой экструдаваны радыятар не астуджаецца так добра, як чакалася?
Магчыма, радыятар недастаткова кантактуе з крыніцай цяпла, альбо на паверхні радыятара назапасіўся пыл, што ўплывае на эфект астуджэння. Правільная ўстаноўка і падтрыманне чысціні паверхні могуць палепшыць эфектыўнасць астуджэння.
як я магу даведацца, ці перагружаны радыятар?
Калі тэмпература паверхні радыятара працягвае расці, і прылада часта спрацоўвае абарона ад перагрэву, гэта можа сведчыць аб яго перагрузцы. Падумайце аб выкарыстанні больш эфектыўнага радыятара або паляпшэнні вентыляцыі.
Як пераканацца, што радыятар цалкам кантактуе з чыпам падчас усталёўкі?
Выкарыстанне высокаправоднай цеплапасты або цеплавых пракладак можа дапамагчы запоўніць малюсенькія зазоры паміж радыятарам і чыпам, каб палепшыць цеплаправоднасць.
Чаму важная апрацоўка паверхні экструдаванага радыятара?
Апрацоўка паверхні (напрыклад, анадаванне) можа павялічыць каразійную ўстойлівасць і здольнасць радыятара рассейваць прамяністае цяпло, падоўжыць тэрмін службы і палепшыць эфектыўнасць рассейвання цяпла.
Ці лепш рассейвае цяпло, чым больш рэбраў мае радыятар?
У цэлым, рэбры павялічваюць плошчу рассейвання цяпла, каб палепшыць яго рассейванне, але занадта шмат рэбраў можа перашкаджаць паветранаму патоку і зніжаць эфектыўнасць рассейвання цяпла. Важна выбраць адпаведную колькасць рэбраў і адлегласць паміж імі.
чаму шуміць радыятар?
Звычайна сам радыятар бясшумны, але вентылятар, які выкарыстоўваецца з ім, можа шумець. Правярайце баланс і змазку вентылятара, а таксама рэгулярна чысціце яго ад пылу.
Ці можна выкарыстоўваць алюмініевыя экструдаваныя радыятары на вуліцы?
так, але рэкамендуецца выбіраць радыятар з анадаванай або іншай антыкаразійнай апрацоўкай паверхні, каб адаптавацца да вільготнасці і перападаў тэмпературы на вуліцы.
як вызначыць, ці трэба мяняць радыятар?
калі на паверхні радыятара ёсць відавочная карозія або дэфармацыя, або тэмпература прылады значна павышаецца, магчыма, радыятар спатрэбіцца замяніць.
ці можна радыятар паўторна выкарыстоўваць на розных прыладах?
так, але перадумова заключаецца ў тым, што памер і форма радыятара падыходзяць для новай прылады, а цеплапаста ачышчаецца і наносіцца паўторна, каб забяспечыць эфектыўнасць цеплаперадачы.
Ці патрабуюць экструдаваныя радыятары рэгулярнага абслугоўвання?
так, рэгулярная ачыстка ад пылу, праверка зацяжкі мацавальных шруб і забеспячэнне цэласнасці цеплаправоднага матэрыялу з крыніцай цяпла дапамогуць падтрымліваць эфектыўнасць цеплааддачы радыятара.

Кампанія Kingka Tech Industrial Limited
Мы спецыялізуемся на радыятары, вадкаснай халоднай пласціне, дакладнай апрацоўцы на станках з ЧПУ, і наша прадукцыя шырока выкарыстоўваецца ў тэлекамунікацыйнай прамысловасці, аэракасмічнай, аўтамабільнай, прамысловым кіраванні, сілавой электроніцы, медыцынскіх прыборах, электроніцы бяспекі, святлодыёдным асвятленні і мультымедыйным спажыванні.




адрас:
Новая вёска Далун, пасёлак Сеган, горад Дунгуань, правінцыя Гуандун, Кітай 523598
электронная пошта:
тэл.:
+86 137 1244 4018
